Comment définir les paramètres de travail appropriés
Bonjour, Maker !
Dans les deux épisodes précédents sur le laser, nous avons appris où obtenir des modèles pour la gravure et la découpe au laser, et comment sélectionner les matériaux appropriés pour la gravure et la découpe au laser. Dans cet épisode, nous allons apprendre à paramétrer la gravure et la découpe laser. Sans plus tarder, commençons !
Cet article vous présentera les paramètres de travail pour la gravure et la découpe au laser. Tout d’abord, nous allons apprendre ce qu’ils sont et comment ils fonctionnent. Ensuite, nous apprendrons à effectuer des tests de paramètres pour trouver la combinaison optimale de valeurs de paramètres.
Paramètres cruciaux pour la gravure et la découpe au laser
Puissance laser
Laser Power contrôle la quantité d’énergie dans le faisceau laser. Il peut être défini sous forme de pourcentage entre 0 % et 100 %. En gravure laser, plus la puissance laser est élevée, plus la couleur de gravure est foncée. Dans la découpe au laser, un laser avec une puissance plus élevée peut couper plus profondément, mais cela entraînera également des bords sérieusement carbonisés.
Ce n’est qu’avec une puissance laser suffisante que nous pouvons graver un motif clair ou découper des matériaux. Cependant, une puissance laser excessive peut également causer des problèmes. Il est crucial de maintenir le paramètre de puissance laser dans une plage appropriée.
Vitesse de travail/temps de séjour
La vitesse de travail fait référence à la vitesse de déplacement de la tête d’outil laser pendant la gravure et la découpe au laser. Lorsque la puissance laser est définie sur une valeur fixe, plus la tête d’outil se déplace rapidement, plus le temps pendant lequel le faisceau laser reste sur la pièce est court et moins la pièce absorbe d’énergie laser. Ainsi, en gravure laser, lorsque les autres paramètres restent inchangés, plus la vitesse de travail est élevée, plus la couleur de gravure est claire. En découpe laser, plus la vitesse de travail est élevée, plus les découpes laser sont superficielles et moins les bords coupés sont carbonisés.
Le temps de séjour fait référence au temps pendant lequel un point laser émis par la tête porte-outil reste sur la pièce pendant la gravure et la découpe au laser. En gravure laser, lorsque vous sélectionnez le mode de gravure par points, vous pouvez définir le temps de pause. La vitesse de travail et le temps de séjour sont utilisés pour contrôler le temps pendant lequel le laser à puissance fixe reste sur la pièce, contrôlant ainsi l’énergie laser absorbée par la pièce. Plus le Dwell Time est court, plus la couleur de la gravure est claire.
La puissance du laser et la vitesse de travail (temps de séjour) sont essentielles à l’effet de la gravure ou de la découpe au laser, car elles contrôlent la manière dont la pièce est gravée et découpée. Lors du test des paramètres de travail, nous ajustons généralement la puissance du laser avec la vitesse de travail (temps de séjour) pour déterminer une combinaison optimale, car les deux paramètres peuvent se restreindre et s’affecter mutuellement.
Intervalle de remplissage
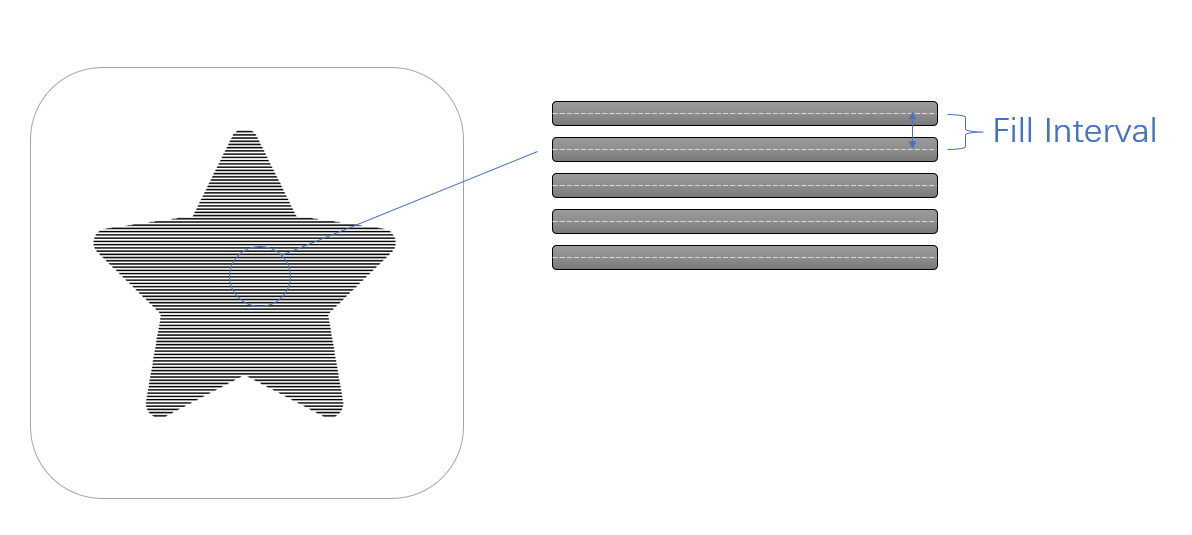
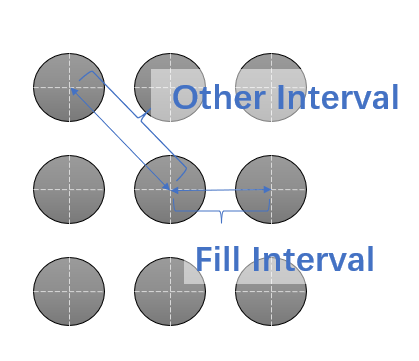
La gravure au laser comporte deux modes : l’un est le mode de gravure remplie de lignes, dans lequel le motif est formé en gravant des lignes ; et l’autre est le mode de gravure rempli de points, dans lequel le motif est formé en gravant des points. L’intervalle de remplissage est la distance entre les lignes ou les points.
En mode Gravure pleine ligne, l’Intervalle de remplissage définit la distance entre les lignes composant le motif gravé. Si l’intervalle de remplissage est trop grand, le motif gravé sera de couleur claire ou même discontinu ; si elle est trop petite, les lignes se chevaucheront, rendant le motif trop sombre ou flou.
Dans le mode de gravure par points, qui suit le même principe que le mode de gravure par lignes, l’intervalle de remplissage est la distance entre les points constituant le motif gravé. Si l’intervalle de remplissage est trop grand, le motif gravé sera de couleur claire et risque de perdre certains détails ; s’il est trop petit, les points se chevaucheront, rendant la couleur de la gravure trop sombre et le motif indiscernable.
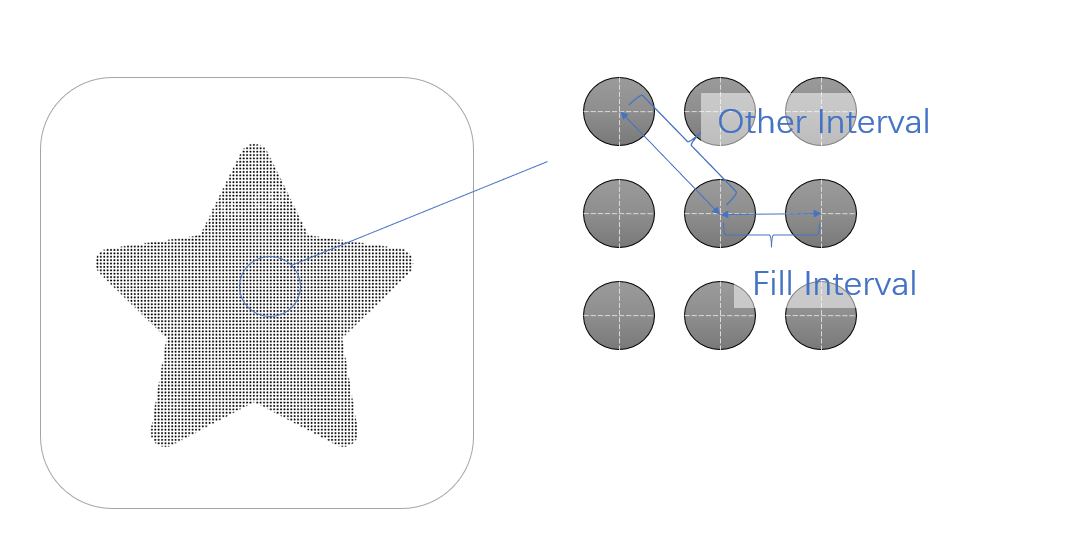
C’est ainsi que les deux modes diffèrent : lorsque vous définissez l’intervalle de remplissage en mode de gravure remplie de lignes, vous n’avez qu’à vous concentrer sur l’intervalle entre chaque ligne et sa ligne adjacente, mais en mode de gravure remplie de points, vous devez considérez l’intervalle entre un point et tous les points qui l’entourent. Par conséquent, la configuration de l’intervalle de remplissage en mode de gravure remplie de points est plus complexe et vous devez d’abord déterminer les paramètres, y compris la puissance du laser et la vitesse de travail, puis affiner l’intervalle de remplissage entre les points jusqu’à ce que vous trouviez une plage de paramètres pour le meilleur. effet de gravure.
Nombre de passes
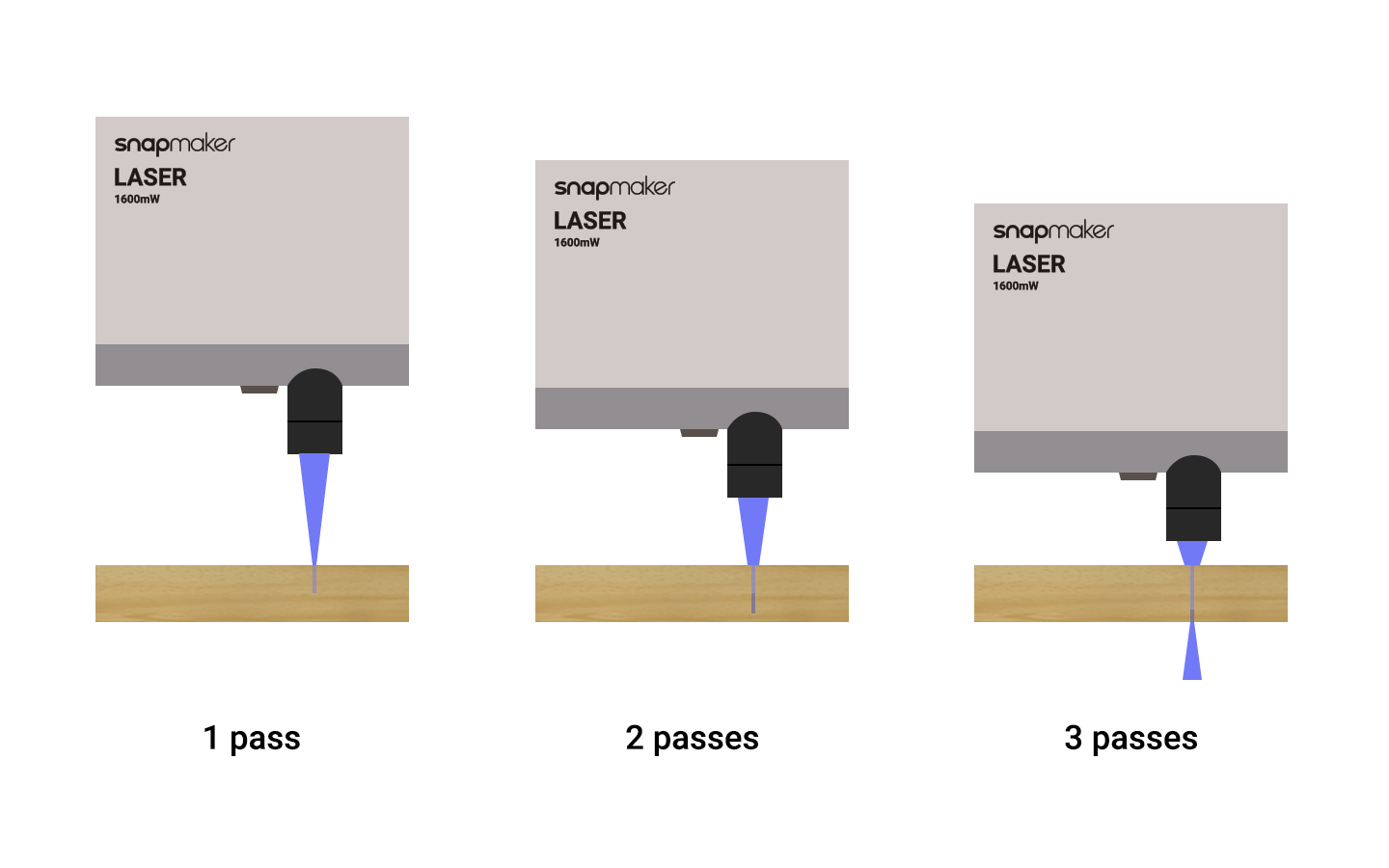
Le nombre de passes est un paramètre obligatoire dans le mode de coupe. Pour couper à travers une pièce épaisse, plusieurs coupes sont nécessaires sur un chemin fixe. Ce paramètre détermine le nombre de passes de coupe sur une trajectoire fixe.
Généralement, le faisceau laser émis par la tête d’outil laser a la forme d’un cône inversé, et le point focal a l’énergie laser et la capacité de coupe les plus élevées. Pour s’assurer que le point focal de chaque coupe tombe sur la pièce, la tête d’outil laser s’abaisse d’une certaine hauteur chaque fois que le nombre de passes est augmenté afin que le point focal du laser puisse atteindre la pièce. Cependant, la tête d’outil laser ne peut pas être abaissée à une hauteur trop proche de la surface de la pièce. Sinon, la tête porte-outil risque de heurter la pièce. Au fur et à mesure que le laser coupe plus profondément, le faisceau laser sera bloqué par la pièce des deux côtés, et l’énergie laser atteignant la position de coupe diminuera jusqu’à ce qu’il soit incapable de couper à travers la pièce. Par conséquent, le nombre de passes ne peut pas être augmenté sans limite.
Comment trouver les paramètres de travail optimaux
Pour déterminer la combinaison optimale des paramètres de travail, nous devons exécuter un certain nombre de tests de paramètres laser et ajuster les valeurs des paramètres selon le principe de fonctionnement des paramètres laser.
La machine de gravure et de découpe laser Snapmaker peut effectuer des opérations laser dans les trois modes suivants : mode de gravure remplie de lignes, mode de gravure remplie de points et mode de découpe. Dans la section suivante, nous utiliserons la machine de gravure et de découpe laser Snapmaker 2.0 1.6W comme exemple pour vous montrer comment tester les paramètres de travail dans ces trois modes.
Mode de gravure rempli de lignes
En mode Gravure pleine ligne, la machine grave des lignes pour former un motif. L’effet de gravure est principalement déterminé par trois paramètres de travail, à savoir l’intervalle de remplissage, la puissance du laser et la vitesse de travail.
Test d’intervalle de remplissage de ligne
L’épaisseur d’une ligne gravée au laser est déterminée par le diamètre du point laser tombant sur la pièce. Avec une mise au point précise, le diamètre du point laser émis par la machine de gravure et de découpe laser Snapmaker 2.0 1.6W est de 0,20 mm, de sorte que la largeur de la ligne gravée au laser est également de 0,20 mm.
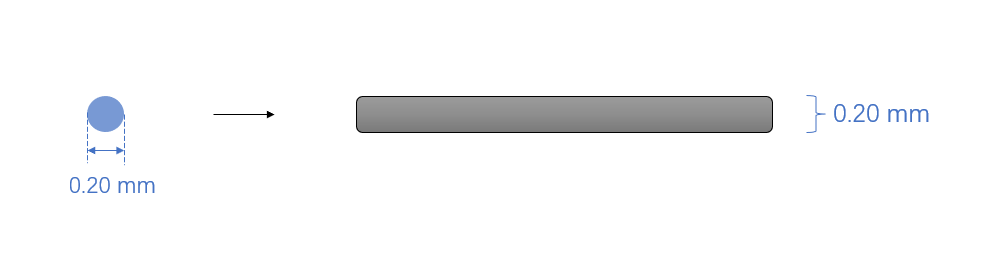
Théoriquement, si la ligne gravée a une épaisseur de 0,20 mm, les lignes avec un intervalle de 0,20 mm peuvent couvrir convenablement la surface gravée sans se chevaucher et former un motif complet. Cependant, dans la gravure et la découpe au laser, la surface efficace du faisceau laser peut être diffusée. Pour éviter le chevauchement des bords et empêcher la gravure secondaire, une zone tampon de 0,05 à 0,10 mm est généralement réservée entre les lignes. Par conséquent, un intervalle de ligne de 0,25 à 0,30 mm est recommandé.
Il est à noter que lorsque l’intervalle de ligne est supérieur à 0,30 mm, la couleur du motif gravé va théoriquement s’éclaircir, et les lignes peuvent même diverger. Cependant, dans ce cas, si les lignes gravées restent épaisses et se chevauchent fortement, la mise au point peut être imprécise ou la puissance laser peut être trop élevée. Il vous suffit de recentrer ou de réduire la puissance laser.
Cliquez sur l’icône ci-dessous pour obtenir le modèle de test pour l’intervalle de remplissage en mode Gravure pleine ligne :

Puissance laser et vitesse de travail
La puissance laser et la vitesse de travail sont des variables. Dans les tests de paramètres, nous pouvons attribuer une valeur fixe à une variable et affiner l’autre jusqu’à ce que nous trouvions le meilleur effet de gravure. Ici, nous définissons la vitesse de travail v 1 sur 500 mm/s et l’intervalle de ligne sur 0,25 mm, et nous faisons de la puissance laser la seule variable. Nous augmentons ensuite la puissance laser par étapes pour graver une série de carrés de 10 mm × 10 mm sur la surface de la pièce.
Parmi ces carrés, on sélectionne celui qui présente le meilleur effet de gravure sur le principe “lignes claires et pas de carbonisation excessive”, et on enregistre la puissance W 1 correspondant au résultat.
Théoriquement, la zone de gravure sur la pièce ( S ) , l’énergie absorbée par la surface de la pièce ( E ), la puissance laser ( W ), le temps de gravure ( t ) et la vitesse de travail ( v ) peuvent être exprimées avec les équations suivantes :
E = W * t
t = S/v
Par conséquent, E = S * W/v , indiquant que la puissance laser W est directement proportionnelle à la vitesse de travail v .
Dans le premier test, nous avons constaté que lorsque la vitesse de travail est v 1 , la puissance correspondant au meilleur effet de gravure est W 1 . Pour conserver le meilleur effet de gravure, E ne peut pas être modifié. Grâce à la formule théorique E = S * W/v , nous pouvons déduire que si la vitesse de travail est augmentée à v 2 , la puissance de gravure doit être augmentée à W 2 proportionnellement pour que E puisse rester inchangé.
Cependant, la relation entre W et v peut être affectée par de nombreux autres facteurs et n’est pas nécessairement en proportion directe stricte. Par conséquent, après avoir déduit la puissance laser possible correspondant à une vitesse de travail en utilisant la formule théorique, nous devons effectuer plus de tests pour nous assurer que nous pouvons obtenir le meilleur effet de gravure.
Cliquez sur l’icône ci-dessous pour obtenir le modèle de test pour la puissance laser et la vitesse de travail en mode de gravure pleine ligne :

Mode de gravure rempli de points
En mode Gravure par points, un motif est créé par des points laser. L’effet de gravure est principalement déterminé par trois paramètres de travail, à savoir l’intervalle de remplissage, la puissance du laser et le temps de séjour.
Puissance laser et temps de pause
La façon de tester la puissance du laser et le temps de séjour en mode de gravure par points est similaire à celle du mode de gravure par lignes. Tout d’abord, nous attribuons une valeur fixe à la fois au temps de séjour et à l’intervalle de remplissage. Ici, nous réglons le temps de séjour t 1 à 5 ms/point et l’intervalle de remplissage à 0,14 mm. Ensuite, nous ajustons la valeur de la puissance laser et nous obtenons une série de carrés.
En mode Dot-filled Engraving, le critère pour le meilleur effet de gravure est la couleur la plus foncée sans carbonisation ou dépression excessive sur la surface de la pièce. Pendant le processus de gravure, la relation entre le temps de séjour t et la puissance laser W est E = W*t ( E est l’énergie absorbée par la pièce pour chaque point gravé).
Dans le premier test de gravure par points, nous enregistrons la puissance laser optimale W1 correspondant au temps de séjour t 1 et calculons la combinaison optimale du temps de séjour et de la puissance laser à d’autres vitesses de travail via W 1 * t 1 = W 2 * t 2 . Ensuite, grâce à d’autres tests, les valeurs optimales des paramètres sont déterminées.
Cliquez sur l’icône ci-dessous pour obtenir le modèle de test pour la puissance laser et le temps de séjour en mode de gravure par points :

Test d’intervalle de remplissage de points
La différence entre le mode de gravure rempli de points et le mode de gravure rempli de lignes est que le premier utilise des points pour former des motifs tandis que le second utilise des lignes. Dans le mode Gravure remplie de lignes, nous n’avons qu’à nous concentrer sur l’intervalle entre les lignes dans la direction verticale, tandis que le mode Gravure remplie de points nous oblige à considérer l’intervalle entre les points dans toutes les directions. Par conséquent, nous trouvons d’abord une combinaison optimale de puissance laser et de temps de séjour grâce à des tests de paramètres, puis effectuons d’autres tests sur l’intervalle de remplissage pour obtenir le meilleur effet de gravure.
La méthode pour tester l’intervalle de remplissage consiste à ajuster l’intervalle entre les points et à conserver les autres paramètres inchangés, afin que nous puissions obtenir une série de carrés de 20 mm × 20 mm avec différents intervalles de points.
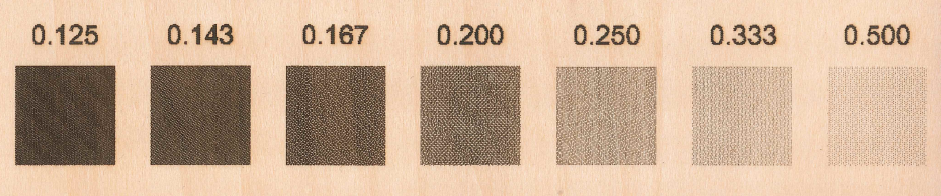
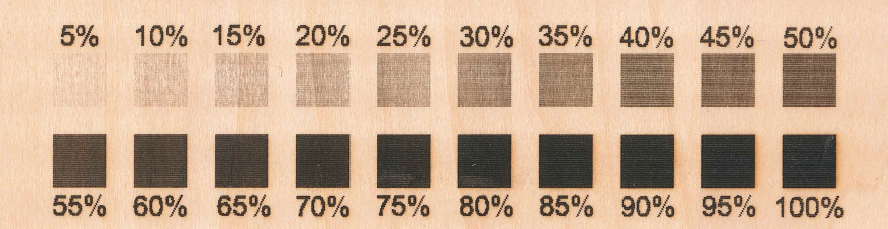
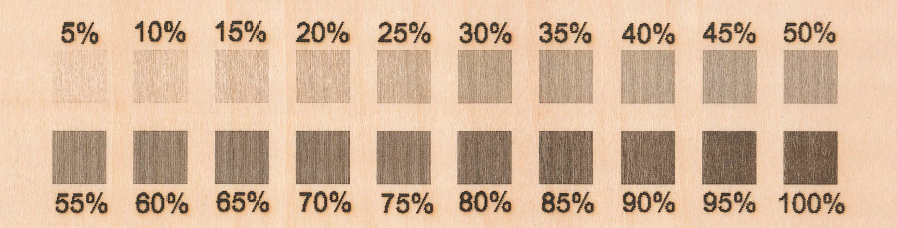
Pour ces carrés, plus la texture diagonale est claire, meilleur est l’effet de gravure. Nous enregistrons l’intervalle avec la texture diagonale la plus claire comme intervalle optimal.
Cliquez sur l’icône ci-dessous pour obtenir le modèle de test pour l’intervalle de remplissage en mode Gravure remplie de points :
Mode de coupe
En mode de coupe, une pièce est coupée par le faisceau laser à haute énergie. L’effet de coupe est principalement déterminé par trois paramètres de travail, à savoir la puissance du laser, la vitesse de travail et le nombre de passes.
Puissance laser
Dans la gravure au laser, il existe théoriquement une proportion directe entre la puissance du laser et la vitesse de travail, ce qui est également vrai pour la découpe au laser. Pour maintenir le même effet de coupe, la vitesse de travail doit être augmentée en conséquence avec l’augmentation de la puissance du laser. De plus, lorsque vous réglez la puissance du laser sur une valeur plus élevée et réglez la vitesse de travail en conséquence, vous pouvez obtenir des bords de coupe plus clairs et plus lisses avec moins de carbonisation.
Par conséquent, dans la découpe laser, nous utilisons généralement 100 % de puissance laser et contrôlons l’énergie laser en ajustant la vitesse de travail.
Vitesse de travail et nombre de passages
Lorsque la puissance laser est déterminée, nous devons ajuster la vitesse de travail pour contrôler l’effet de la découpe laser. Pour garantir que la pièce peut être découpée, nous devons également définir une valeur appropriée pour le nombre de passes. Nous pouvons exécuter des tests de paramètres de coupe à travers une matrice de vitesse de travail et de nombre de passes. Nous augmentons progressivement les valeurs du nombre de passes et de la vitesse de travail, de sorte que nous puissions obtenir une série de petits carrés sur la pièce, comme indiqué dans la figure ci-dessous.
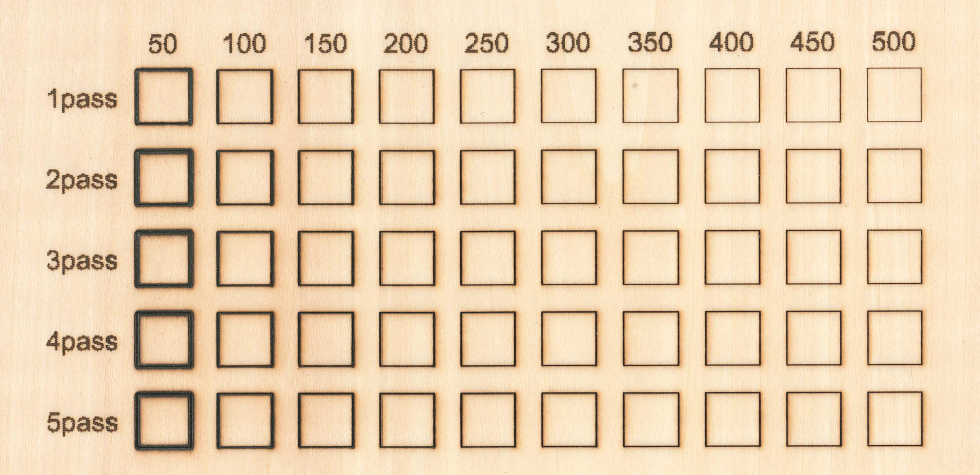
On peut observer qu’à nombre de passes égal, plus la vitesse de travail est élevée, plus l’espace de coupe est fin ; à la même vitesse de travail, plus le nombre de passes est élevé, plus l’espace de coupe est épais. Pour obtenir le meilleur effet de coupe, nous devons trouver le carré avec l’espace de coupe le plus fin en partant du principe qu’il est coupé.
Le critère pour le meilleur effet de coupe est que les carrés soient coupés avec le nombre minimum de passes et la vitesse de travail la plus élevée. Si les valeurs de plusieurs résultats sont proches les unes des autres, celle avec le moins de temps de transition est la meilleure.
Cliquez sur l’icône ci-dessous pour obtenir le modèle de test pour la vitesse de travail et le nombre de passes en mode coupe :
Paramètres de travail recommandés pour le traitement au laser
Après une série de tests, nous avons obtenu les paramètres optimaux pour graver ou découper une variété de matériaux. Nous espérons que ces paramètres recommandés pourront vous aider à maîtriser la gravure et la découpe au laser. Pour plus de détails, consultez l’article « Le guide définitif de la gravure et de la découpe au laser avec le Snapmaker ».
Clause de non-responsabilité
Les méthodes de test des paramètres et les paramètres recommandés décrits ici sont fournis à titre indicatif uniquement.
Snapmaker n’assume aucune responsabilité pour toute perte de propriété, blessure corporelle, dommage à la machine ou dépenses encourues par les méthodes de test des paramètres et les paramètres recommandés décrits ici ou tout autre moyen lié à ces méthodes et paramètres.